Представляем вам продукцию группы российских машиностроительных производственно-коммерческих предприятий, расположенных в г. Иркутске и входящих в Инженерно-промышленную группу «ИрГидроМаш»:ООО «ТД ИрГидроМаш», ООО «ТД ИрГидроМаш», ООО «СГС».
Оборудование для обслуживания и ремонта грузовых вагонов
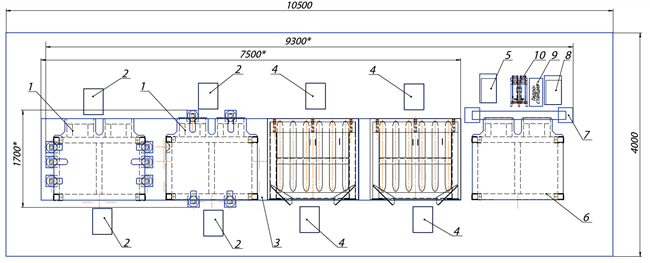
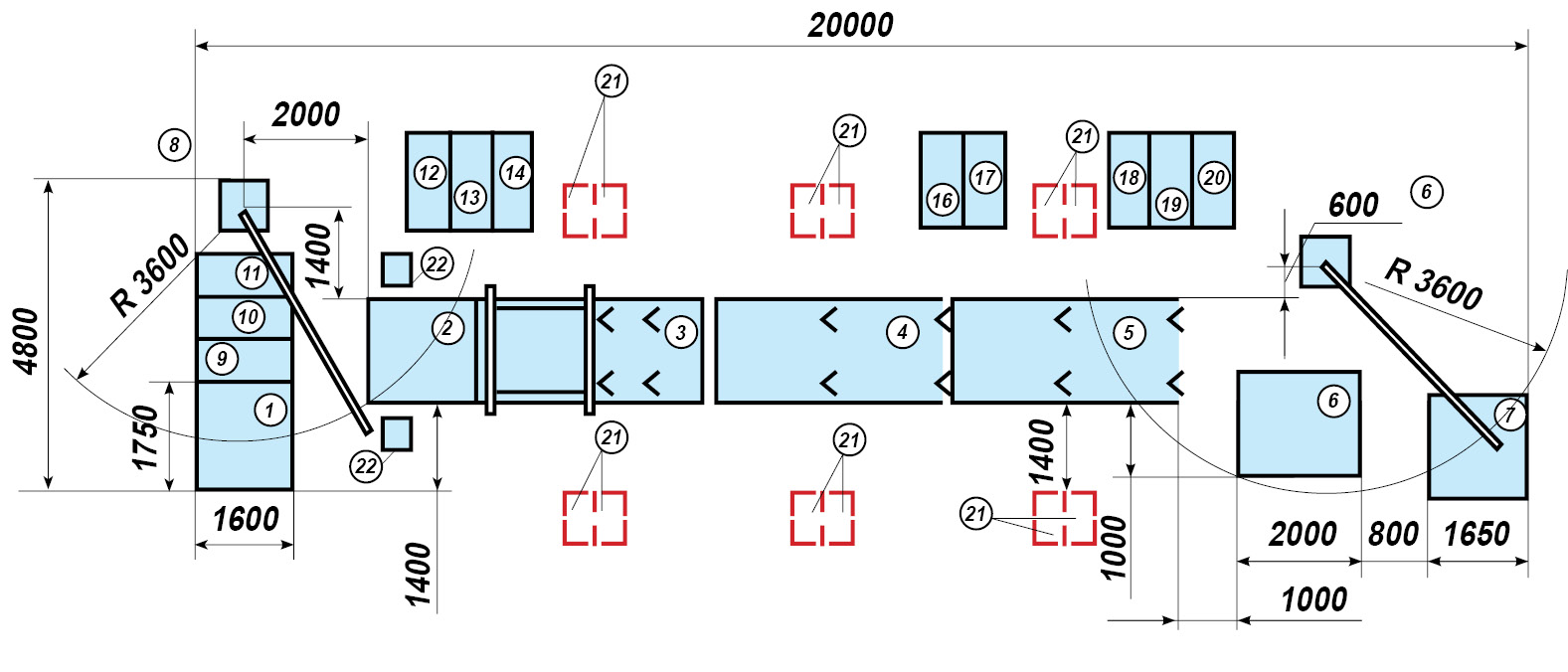
Представляет собой роликовый конвейер (рольганг), состоящий из соединенных между собой секций. Каждая секция является специализированным рабочим местом.
Задать вопрос
Получить КП
Описание
Описание
Фотографии
Крышка люка полувагона является комплектующей деталью и предназначена для установки на 4-х и 8-ми-осные полувагоны для перевозки сыпучих, крупнокусковых, штучных и других грузов, не требующих защиты от атмосферных осадков. Данная крышка является унифицированной и может устанавливаться на все виды полувагонов с типовыми размерами разгрузочных люков (1327х1540 мм) при всех видах ремонта, а также новом изготовлении.
Производительность линии:
Смена 8 часов – 48 шт.
Смена 12 часов – 72 шт.
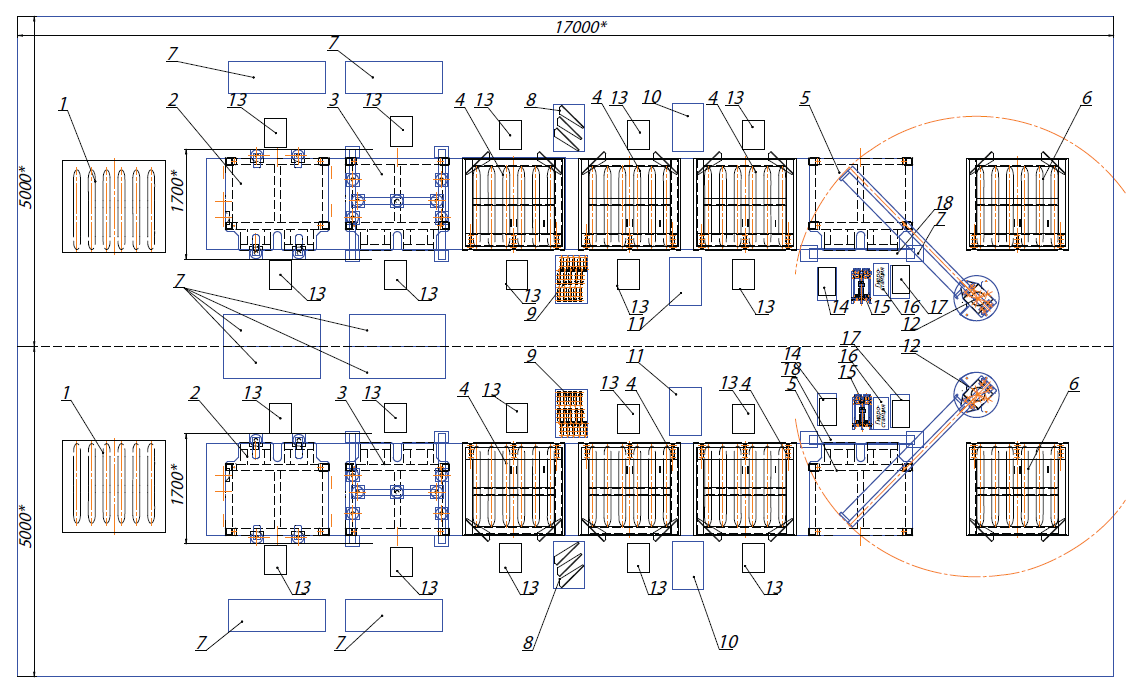
Состав линии:
Наименование
Кол-во, шт.
Позиции для сборки крышек люков полувагонов с пневмозажимами и рольганом для перемещения на следующую позицию
1
Позиции сварки
2
Позиции для клепки (клепатор 2 шт., насосная станция 2 шт.)
1
Накопители деталей
12
Накопитель готовой продукции
1
Накопитель заклепок
1
Кран консольно-поворотный Q=0,5 тн. Высота крана 3,9 м, высота подъема 3 м.
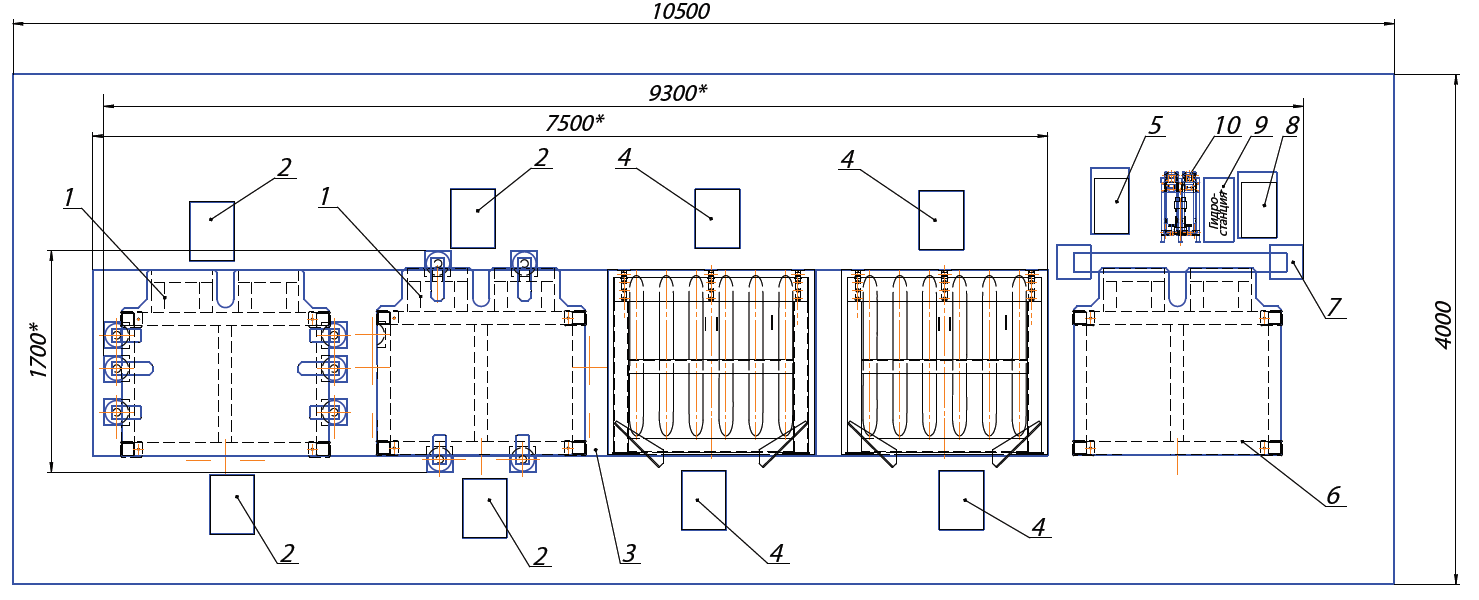
Рекомендуемый набор оборудования для заготовительного цеха позволяет изготовить две детали крышки люка полувагона за исключением детали “Петля”, ввиду того, что данная деталь может быть получена либо литьем, либо штамповкой.
Необходимая площадь под установку линии – 100 м2. Кол-во работающих на технологической линии 15 человек (позиция клепки – 2 чел., позиция прихватки – 4 чел., позиция приварки – 8 чел., посты ОТК – 1 чел.)
Осуществляем шеф-монтажные и пусконаладочные работы технологической линии
Линия по изготовлению люков полувагонов представляет собой роликовый конвейер (рольганг), состоящий из соединенных между собой секций. Каждая секция является специализированным рабочим местом.
Пресс-ножницы комбинированные (вариант с рубкой швеллера)
Потребляемая мощность, кВт
10
7,5
4
17
4,8
Габаритные размеры, мм
размеры стола 3000х1500
3300х1850х2750
870x1110x2700
2300х3390х2345
1800х1700х1865
Производительность оборудования, шт.
смена 8 часов
25
44
200
500
80
смена 12 часов
37
67
300
700
120
Макс. толщина обрабатываемого листа конструкционной стали – 10 мм, необходимая площадь для установки – 30 м2, необходима вентиляционная установка производительностью 3000 м3/час
Макс. толщина сгибаемого листа – 10 мм, вес станка – 9200 кг
Диапазон сверления в стали, мм – 3..32
Наибольшие размеры разрезаемого листа, мм, при Gв=500 МПа, мм, не более – 12х2000