Станки гидравлические для заплетки стропов
Предназначены для заделки концов стальных канатных стропов машинной заплеткой с распределением распущенных прядей между прядями основного каната посредством иглы с гидравлическим приводом.
Процесс сращивания прядей каната и собственно заплетка выполняется в соответствии с РД 10-231-98 «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации».
Преимущества способа заделки концов стальных канатных стропов машинной заплеткой с проколом каната иглой с гидравлическим приводом:
- значительно уменьшаются затраты ручного труда в процессе заплетки;
- обеспечивается максимально плотная укладка прядей, недостижимая при ручной заделке концов каната, что повышает надежность стропа;
- высокая производительность труда и, следовательно, себестоимость такого стропа, с учетом подготовительных операций, не выше опрессованного.
Технические характеристики станков серии СГЗС
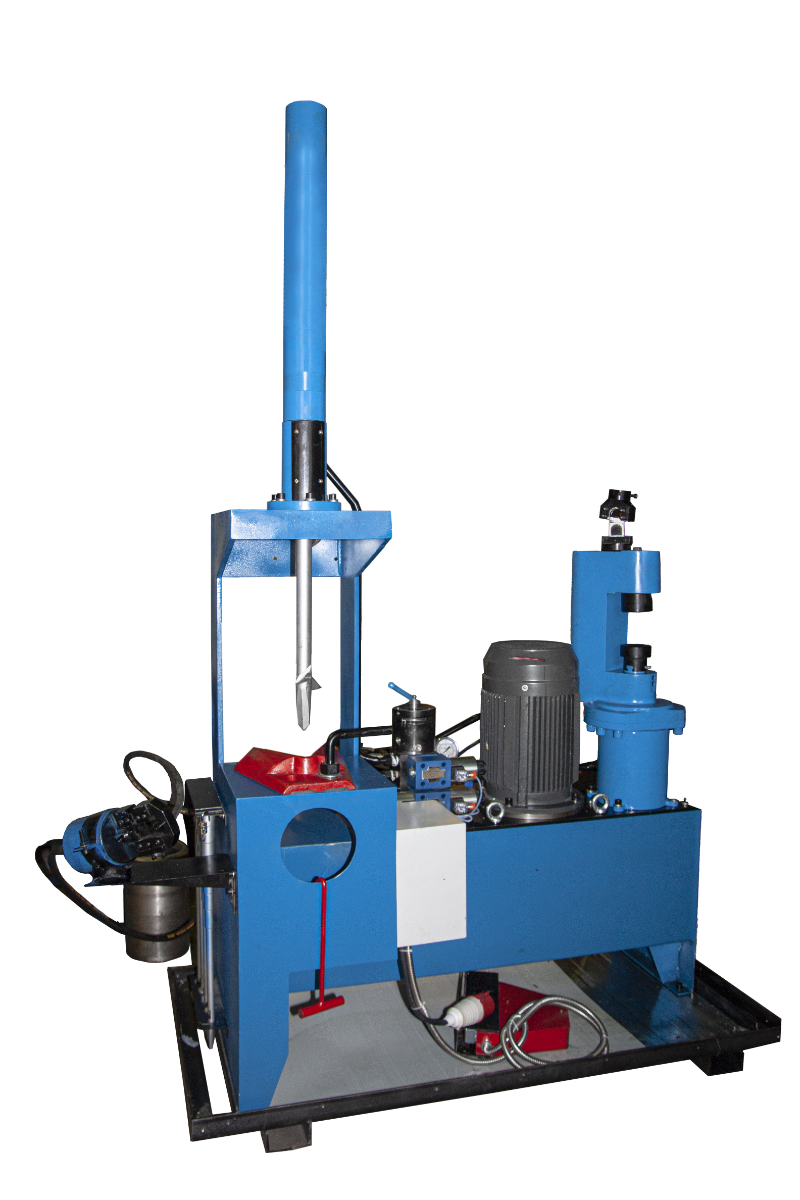
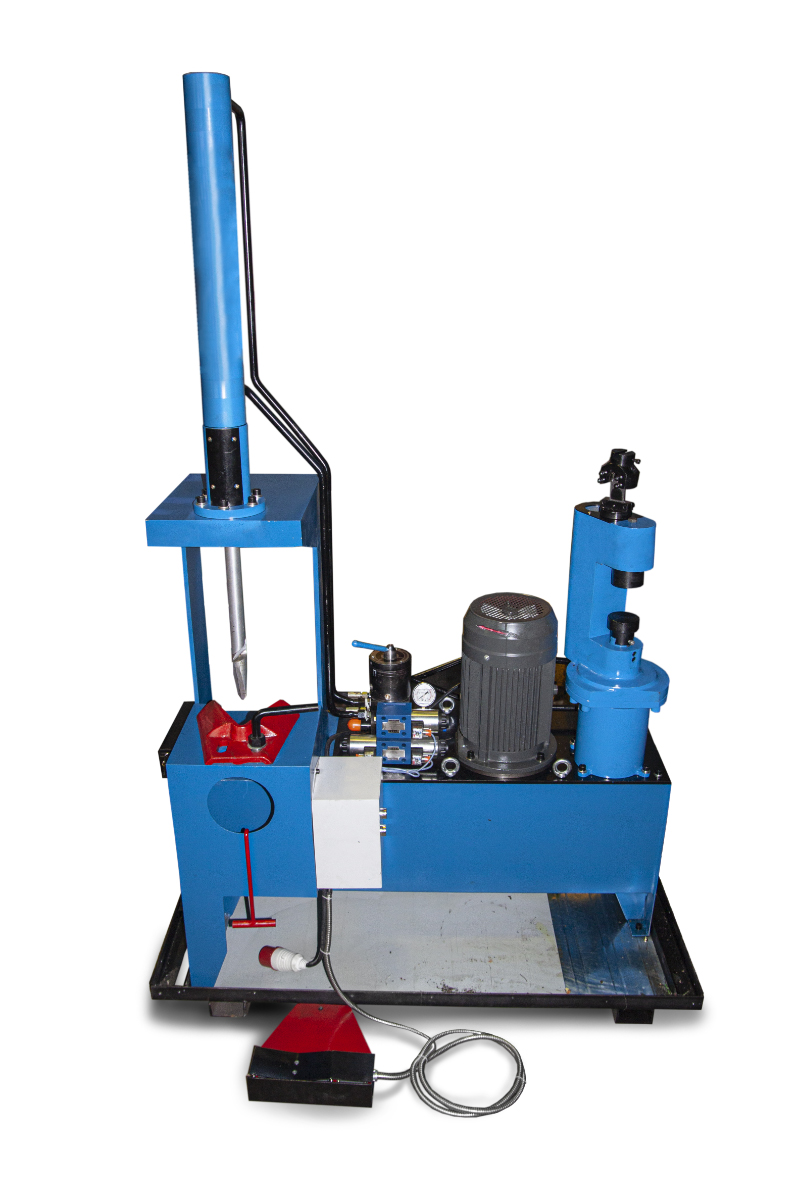
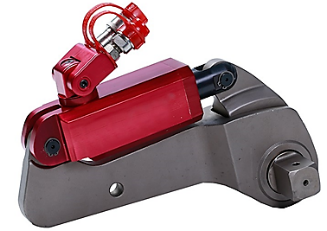
Станок СГЗС10-32 выполнен на единой раме и состоит из устройства гидравлического для заплетки каната в диапазоне диаметров 10-32 мм.; комплекта игл для работы с канатами диаметром, мм, 8-13; 13-17,5; 19,5-24; 26-30; 30-32; гидравлического резака, Ø каната до 30мм, для отрезки технологических припусков прядей Ø до 10 мм, прикрепленного к столу устройства гидравлического; станции насосной с блоком гидроуправления, гидроаппаратурой, электрошкафом, на корпусе которой установлен гидравлический пресс для калибровки заплетенного участка стропа из каната Ø до 32мм.
Станок СГЗС10-50-2 состоит из станка СГЗС10-32 и устройства гидравлического для заплетки каната в диапазоне диаметров 32-51 мм.
Станок СГЗС10-80-3 состоит из станка СГЗС10-32, устройства гидравлического для заплетки каната в диапазоне диаметров 32-51 мм и устройства гидравлического для заплетки каната в диапазоне диаметров 51-80 мм.
Устройства гидравлические для заплетки каната в диапазоне диаметров 10-32 мм., 32-51 мм., 51-80мм. включают технологический стол, гидроцилиндр привода иглы, набор игл, комплект РВД. Устройства 32-51 и 51-80 выполнены на отдельной раме.
Управление работой станков выполняется со сдвоенной педали кабельного пульта ДУ в соответствии с Руководством по эксплуатации.




